
Stainless Steel Chemical Etching — Engineering Reference
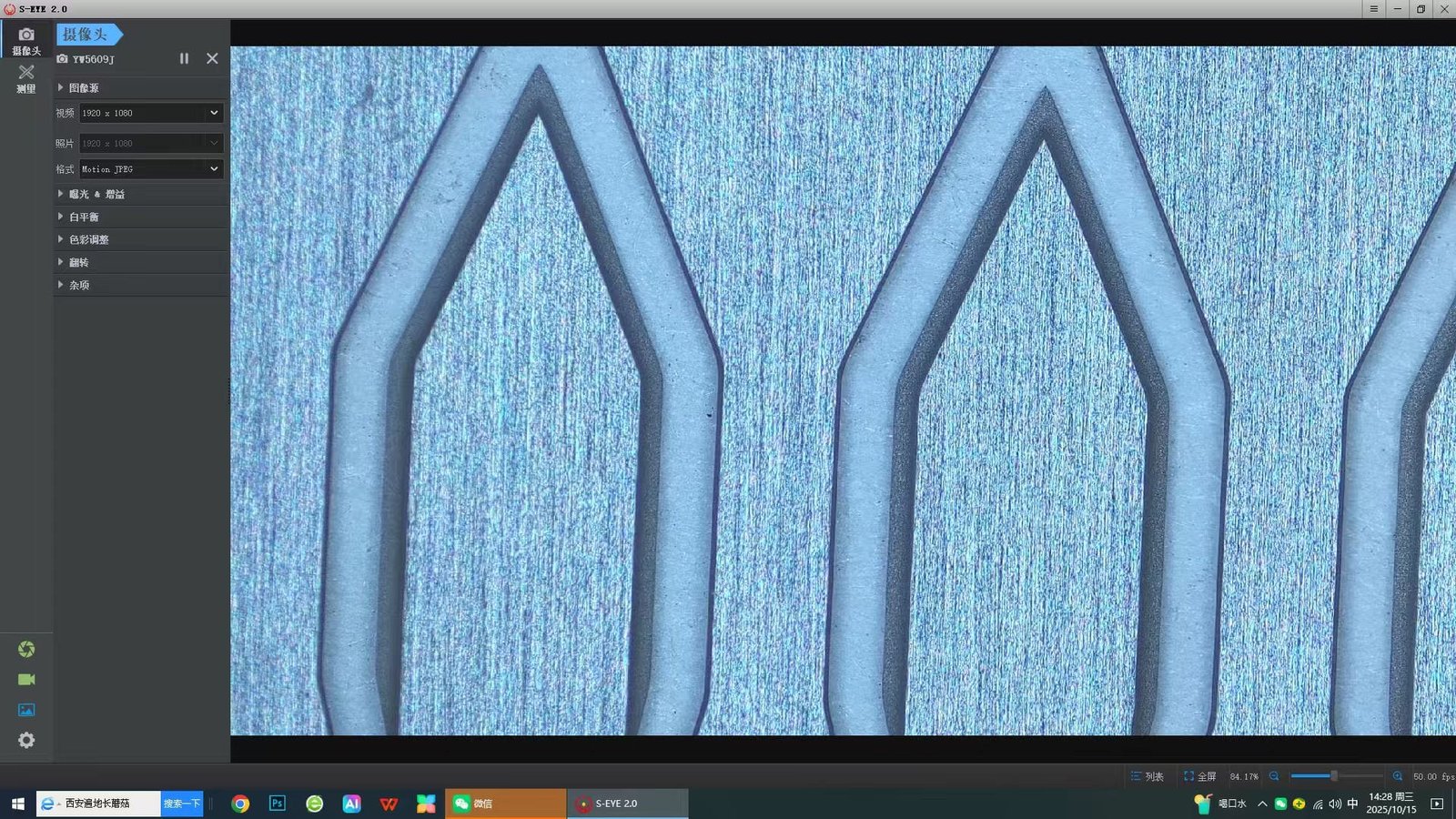
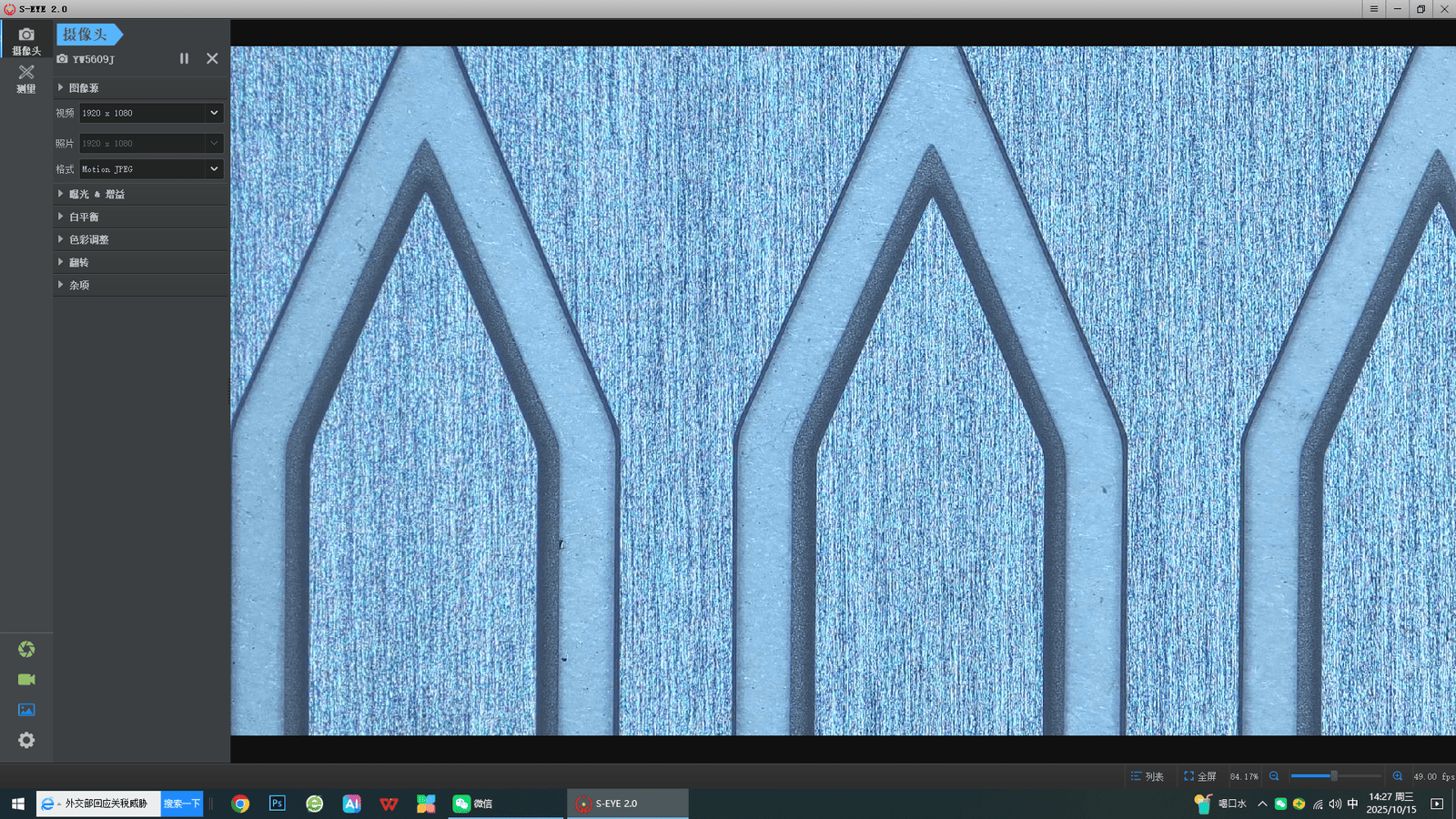
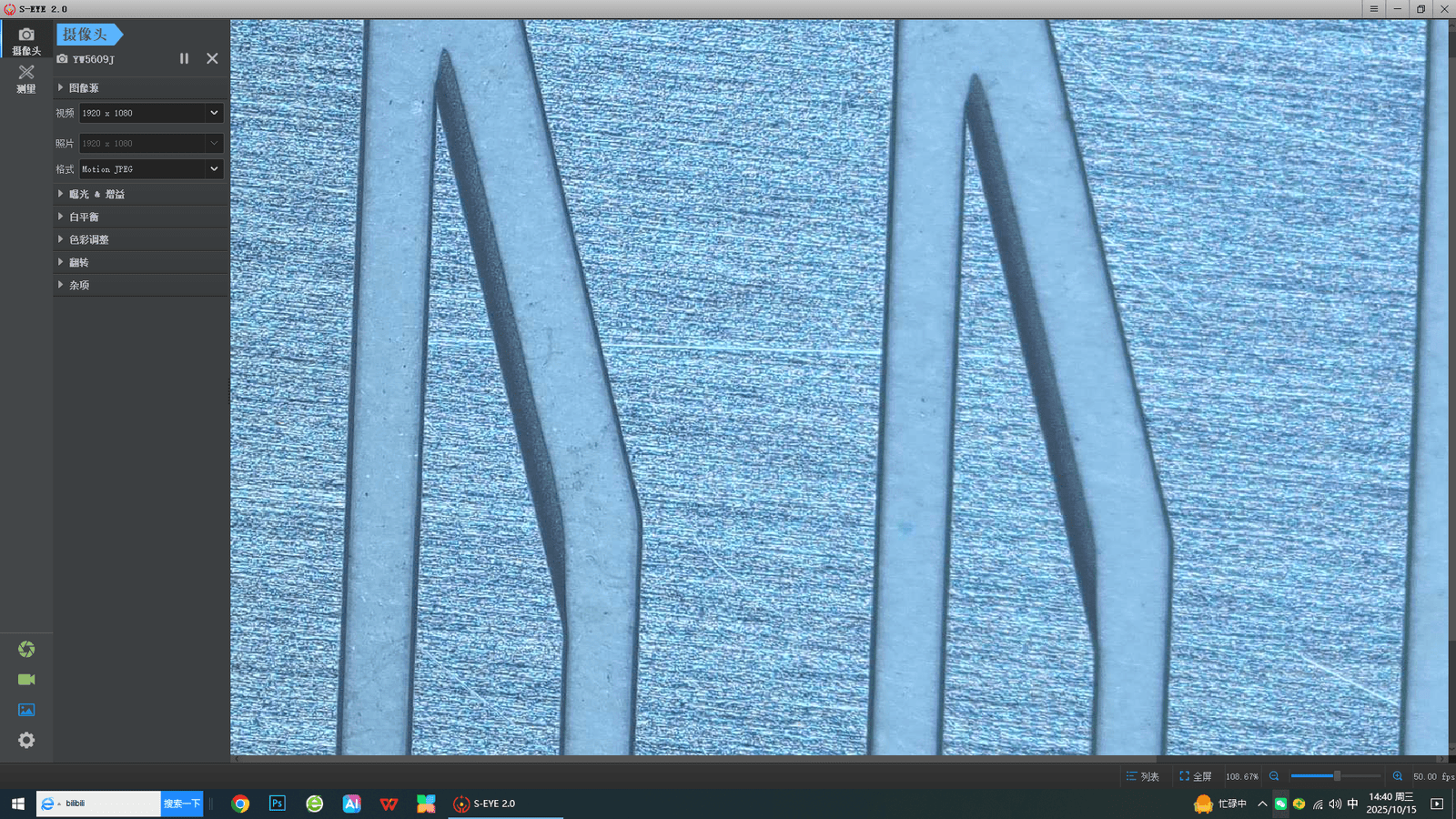
Wet chemical etching of Stainless Steel is a precision subtractive process that defines fine features by selectively dissolving the metal through a photoresist-patterned mask. On Stainless Steel specifically, the etchant choice, bath temperature, and conveyor speed combine to set the etch factor, undercut, and yield envelope every production run lives in.
Why Wet Chemical Etching for Stainless Steel?
Compared to laser, stamping, or wire EDM, wet chemical etching imparts no mechanical or thermal load to Stainless Steel. The process is parallel — every feature on a sheet etches simultaneously — so feature count has no impact on tooling cost. For Stainless Steel parts with hundreds or thousands of micro-features per piece, that is the dominant economic argument.
- Burr-free, stress-free edges — no post-deburring on Stainless Steel required.
- Tooling cost flat with feature complexity — only the photomask changes.
- Fast prototype iteration — artwork edits, not tool re-cuts.
- Tight tolerance on thin gauge Stainless Steel (down to ±25 μm in production).
- Compatible with downstream passivation, plating, electropolishing.
Process Window for Stainless Steel
Production lines etching Stainless Steel run a closed-loop temperature band of typically ±1.5 °C, with bath specific gravity monitored each shift via hydrometer or refractometer. Conveyor speed inversely tracks sheet thickness: thinner stock runs faster, thicker stock slower, with the goal of holding etch factor (EF) above 2.5 and single-side undercut below thirty microns wherever possible. For Stainless Steel, the recommended chemistry is FeCl₃+HCl at 44 °Bé.
| Recommended etchant | FeCl₃+HCl at 44 °Bé |
|---|---|
| Bath temperature window | 40 – 55 °C (chemistry-dependent) |
| Specific gravity setpoint | 1.30 – 1.45 g/cm³ for ferric chloride systems |
| Conveyor speed range | 0.4 – 8.0 m/min (thickness-dependent) |
| Typical etch factor (EF) | 2.5 – 3.0 |
| Single-side undercut | 5 – 40 μm depending on depth and thickness |
| Minimum hole diameter | ≈ 1.2× sheet thickness |
| Minimum line width | ≈ 1.0× sheet thickness |
| Mass-production yield | 95 – 99% on mature recipes for Stainless Steel |

Common Applications for Chemically Etched Stainless Steel
Across the markets we serve, chemically etched Stainless Steel is most often deployed in filtration meshes, lead frames and connector blanks, surgical and consumer blades, EMI shielding gaskets, heat-dissipation vents, and decorative architectural pieces. Thickness and feature complexity push different applications onto different recipes.
Related Recipes & Process Parameters
Every formula and parameter row below is a live page on this site with the full chemistry, conveyor speed, and tolerance window for the exact material-thickness-etchant combination. These are the references our process engineers cite from on production shifts.
Related Material References
Related Production Applications
Related Process Equipment
Frequently Asked Questions
What is the minimum feature size on Stainless Steel?
As a working rule, the minimum hole diameter scales as 1.2× sheet thickness and minimum line width as ~1.0× thickness for Stainless Steel. At the fine end, photoresist resolution becomes the limiting factor — not the etchant.
Can you etch Stainless Steel on both sides simultaneously?
Yes. Our standard process is double-sided spray etching on Stainless Steel, with independent top and bottom nozzle banks. This is what allows through-etching of intricate filtration and lead-frame geometries in a single conveyor pass.
Which etchant works best for Stainless Steel?
The recommended starting chemistry is FeCl₃+HCl at 44 °Bé. It balances etch rate, bath stability, and photoresist compatibility for Stainless Steel across the production thickness range.
How does temperature affect the etch rate on Stainless Steel?
Etch rate roughly doubles for every 10 °C of bath temperature increase. We operate Stainless Steel baths within ±1.5 °C of setpoint to keep undercut and etch factor in tolerance.
Frequently Asked Questions
What is the typical lead time and minimum order for Wet Chemical Etching Stainless Steel?
Because etching needs no hard tooling, Wet Chemical Etching Stainless Steel can be prototyped quickly and scaled to volume. Share your drawing and quantity and we will advise lead time.
Which industries use Wet Chemical Etching Stainless Steel?
Wet Chemical Etching Stainless Steel is used across electronics, medical, automotive, aerospace and industrial filtration — anywhere precise, burr-free thin-metal parts are required.
What is Wet Chemical Etching Stainless Steel and how is it made?
Wet Chemical Etching Stainless Steel is produced by photochemical etching — a process that uses a patterned resist and etchant to remove metal precisely, with no mechanical stress or burrs.
What tolerances can you achieve for Wet Chemical Etching Stainless Steel?
Photochemical etching holds tight, repeatable tolerances on thin metal, which makes it well suited to Wet Chemical Etching Stainless Steel. Exact figures depend on material and thickness.