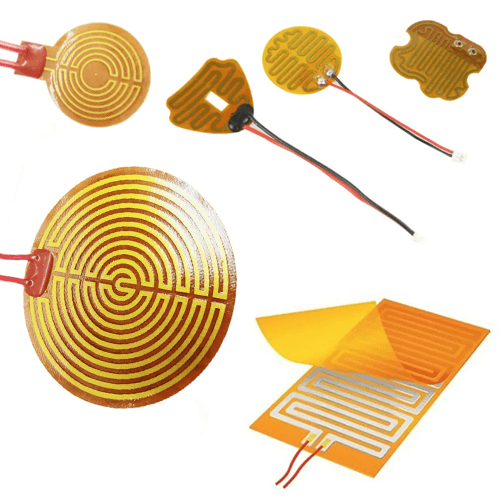
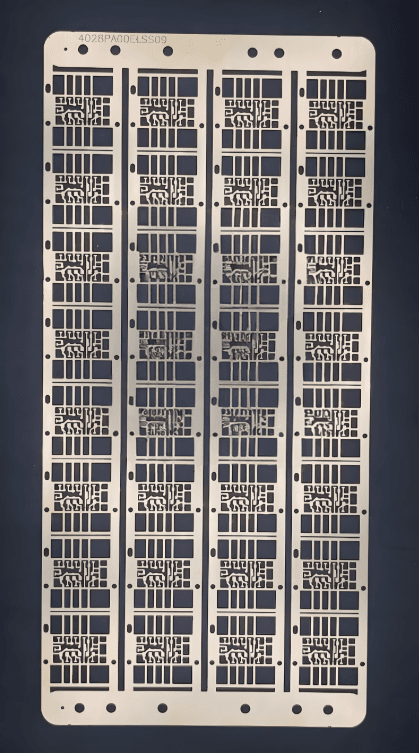
Custom thin film heating elements for flexible, high-performance heating pads
This application is a textbook fit for wet chemical etching: many small features per part, tight tolerance on each, and a flat, burr-free edge requirement that mechanical processes cannot meet at competitive cost. The result is a high-volume, repeatable production process with a low photo-tooling cost and predictable per-piece economics.
Why Wet Chemical Etching Fits This Application
- Burr-free, stress-free, magnetically clean edges in the as-etched condition.
- Feature parallelism — hundreds of micro-features etched simultaneously at no cost penalty.
- Tight repeatability across long production runs once the bath chemistry is calibrated.
- Low photo-tooling cost means design iteration is fast and cheap compared to hard tooling.
- No work-hardening or heat-affected zone, so downstream forming or plating sees a virgin substrate.
Recommended Material & Bath Chemistry
| Recommended material | C194 copper-iron alloy or Kovar |
|---|---|
| Recommended etchant | FeCl₃ at 38–42 °Bé |
| Etch depth strategy | Half-etch or through-etch (single-sided) |
| Bath specific gravity | 1.40 – 1.45 g/cm³ (FeCl₃ system) |
| Bath temperature | 46 – 50 °C |
| Production yield target | ≥ 97% after photoresist maturity |
Design Rules for This Part Class
Two rules dominate at the design stage. First, every feature dimension carries an undercut allowance — typically 2× the single-side undercut subtracted from the target. Second, web widths between adjacent features must exceed about 1.0× the sheet thickness to avoid bridging defects from photoresist sag. Designs that violate either rule can still be made, but yield drops sharply and per-piece cost rises.
- Minimum hole diameter: ≈ 1.2× sheet thickness.
- Minimum line width: ≈ 1.0× sheet thickness.
- Recommended web (gap) width: ≥ 1.0× sheet thickness.
- Photomask sizing: target dimension + 2× expected undercut.
- Place reference fiducials at three corners of every panel for QA.
Production Advantages
Production-Grade Reproducibility
Bath chemistry, conveyor speed, and rinse cascade controlled to keep tolerance tight across long runs.
Multi-Feature Single-Pass
Hundreds of micro-features etched in one conveyor pass — no per-feature cost penalty.
Compatible with Downstream Finishing
Etched parts accept plating, passivation, electropolishing, and PVD/CVD coating without rework.
Fast Design Iteration
Photomask edits replace hard-tooling cycles — first articles in days, not weeks.
Quality & Inspection
Production lots are inspected by optical scan for unetched residue and surface defects, followed by AQL-sampled dimensional measurement on the critical features called out in the drawing. Final tolerance band is the larger of ±25 μm or ±10% of the smallest critical feature.
Related Recipes & Process Parameters
Every formula and parameter row below is a live page on this site with the full chemistry, conveyor speed, and tolerance window for the exact material-thickness-etchant combination. These are the references our process engineers cite from on production shifts.
Related Material References
Related Production Applications
Related Process Equipment
Frequently Asked Questions
What lead time should I expect for first article?
Typical first-article lead time is 7–14 working days from artwork approval.
What feature sizes are achievable?
Production tolerances are typically ±25 μm or ±10% of the smallest critical feature, whichever is larger. Minimum hole diameter scales as ~1.2× sheet thickness.
What material is best for this application?
For this part class we recommend C194 copper-iron alloy or Kovar. The combination of corrosion resistance, formability, and chemical-etching compatibility makes it the default choice.
Through-etch or half-etch for this part?
This part class is run as Half-etch or through-etch (single-sided) in our standard process.